NGC-300
NGC-300Our Goal is to Achieve the World's Highest Level of Machining Precision
The machining precision and quality are so high
that one cannot believe one's eyes.
This is the best ultra-precision wheel grinder made in Japan.




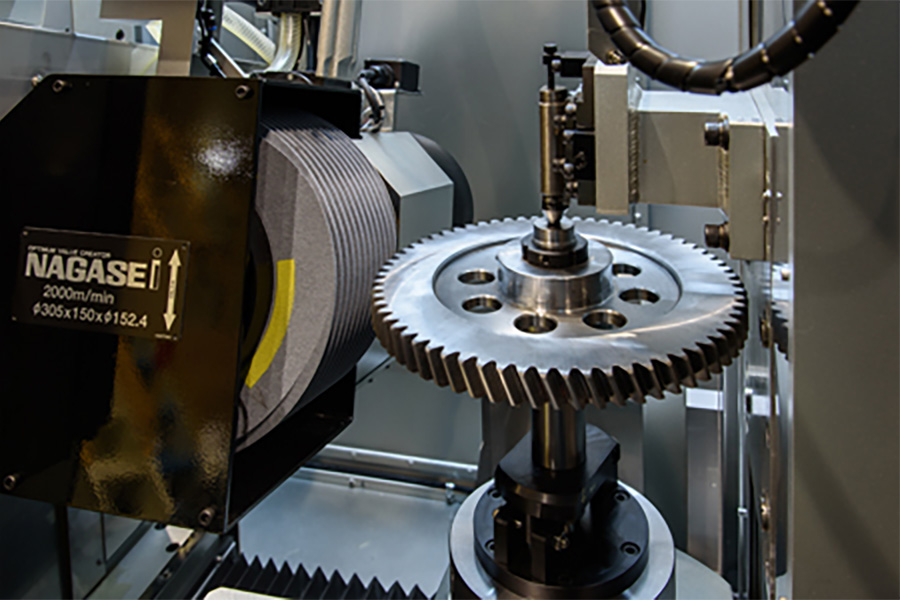
ULTRA PRECISION VERTICAL TYPE GEAR FORMING GRINDING MACHINE NGC-300
The machining precision and quality are so high that one cannot believe one's eyes.This is the best ultra-precision wheel grinder made in Japan.