
難削材・インコネル研削
ハイレシプロ成形研削盤の加工事例4
「サブミクロンの形状精度」を追求できる研削盤はナガセインテグレックス。ハイレシプロ成形研削盤による超硬パンチ・ダイ、セラミックスの成形研削・コンタリング加工事例をご紹介します。
耐熱合金、ステンレス鋼、
チタン、
セラミックス、
超硬等の難削材加工。
砥石摩耗が激しい、砥石の目づまりで仕上面が悪い、精度が出ない…インコネルなどの耐熱合金やSUS、セラミックス、超硬合金など難削材料の研削加工でお困りではありませんか?
NAGASEのハイレシプロ研削盤は加工点での発熱量が極少で、ワーク・砥石へのダメージが極めて小さい特長を持ち、高精度な難削材加工が可能です。難削材加工でお困りの際はどうぞNAGASEまでご相談ください。

加工サンプル
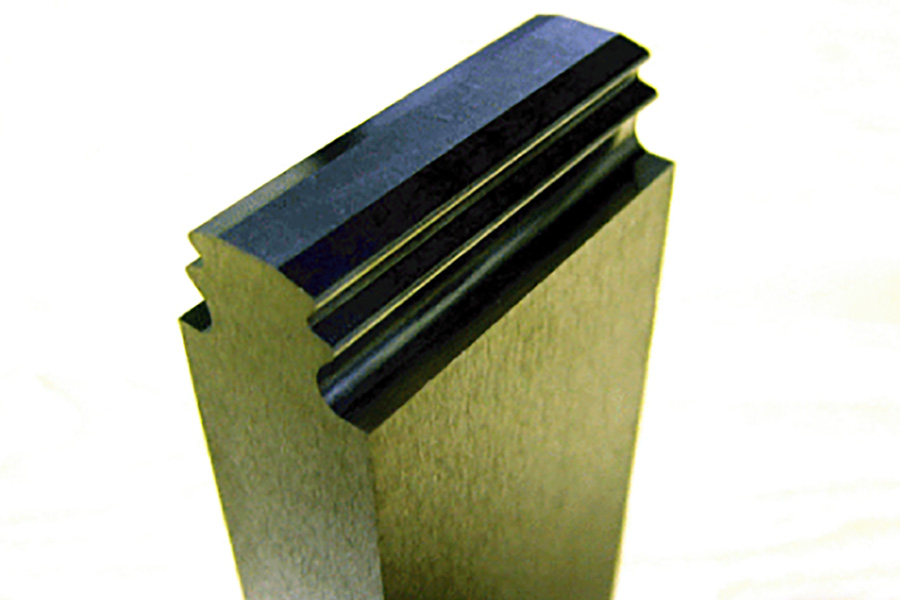
インコネルの総型成形研削加工 その1
形状精度:±1μm以下
加工レート:6mm/min(粗加工),1mm/min(精加工)
材質:インコネル600
サイズ:100×34.5×16mm
加工機:VHG-80BSL2W-N2W
加工方法:総型成形した砥石にて両側より研削加工。
応力集中の影響を受けず高精度な加工が可能。

インコネルの総型成形研削加工 その2
形状精度:±1μm以下
加工レート:6mm/min(粗加工),1mm/min(精加工)
材質:インコネル600
サイズ:⌀20×150mm
加工機:VHG-80BSL2W-N2W
加工方法:総型成形した砥石にて両側より研削加工。
応力集中の影響を受けず高精度な加工が可能。
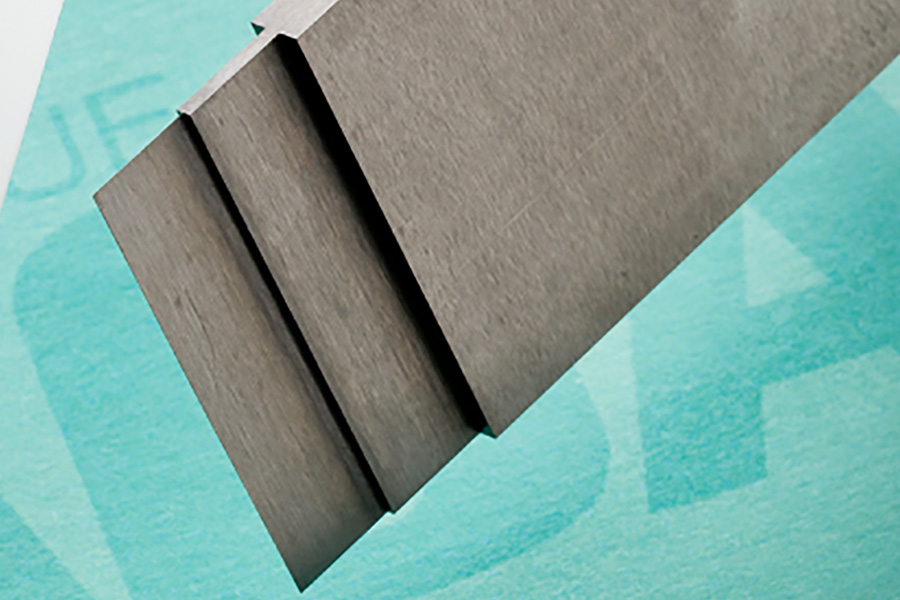
超硬材料の極薄研削加工
先端部厚み:4mm(加工前)→36μm(加工後)
加工レート:2mm/min(粗加工),1mm/min(精加工)
材質:超硬材料
サイズ:120×30×4mm
加工機:VHG-80BSL2W-N2W
加工方法:ダイヤモンド砥石にて両側より研削加工。
応力集中の影響を受けず高精度な加工が可能。

アルミナセラミックの極薄研削加工
先端部厚み:4mm(加工前)→57μm(加工後)
加工レート:2mm/min(粗加工),1mm/min(精加工)
材質:アルミナセラミック
サイズ:120×30×4mm
加工機:VHG-80BSL2W-N2W
加工方法:ダイヤモンド砥石にて両側より研削加工。
応力集中の影響を受けず高精度な加工が可能。
お問合せ先

ご興味がある加工や
ご検討中の加工がございましたら、
下記フォームより
お気軽にお問合せください。
ご相談は無料です。まずはご検討中の加工に関する精度、サイズ、素材などについてお聞かせください。
テスト加工、試作支援、設備利用に関しても、弊社テクニカルセンターのベテランエンジニアが最適な方法などを検討して、迅速にご回答させていただきます。(お急ぎの場合は各地域営業所まで)